- Home
- Products
- Consumables
WELD WIRE
TWP68i
TWP68i is an iron-based alloy specifically designed to produce overlays using conventional overlay process that replicate the microstructure of tungsten carbide PTA overlays.
TWP68i grows extremely hard molybdenum boride particles homogeneously throughout the entire weld bead.
These molybdenum boride particles are harder and smaller than the tungsten carbide hard phase in PTA weld overlays — a characteristic that enhances impact resistance.
TWP68i is particularly suitable for applications where resistance to gouging or high-stress abrasion is required. Coatings of TWP68i pair the toughness required for high impact applications with super wear resistance that rival most other wear-resistant coatings on the market. Its welded microstructure looks similar to tungsten carbide – nickel PTA overlays while simultaneously avoiding the long, needle-like particles known to cause problematic embrittlement in chromium carbide overlays and many nanostructured steel alloys.
KEY PERFORMANCE
CHARACTERISTICS
- Impact resistance: >10,000 20J
- Hard Boride/Carbide Fractions: ~33%
- Excellent Formability
- Double-layer welding of TWP68i is NOT recommended
Applications
TWP68i overlays are suggested for use in any application where wear resistance to gouging or high-stress abrasion is required.
Specific applications include:
– Shaker screens
– Grader blades and other ground engaging tools
– Chute blocks
– Pipe inner walls
– Mill liners
– Slurry pipes
– Shovel wear packages
– Cutter rings
– Primary and secondary crusher teeth
– Grouser risers
– Other mining applications
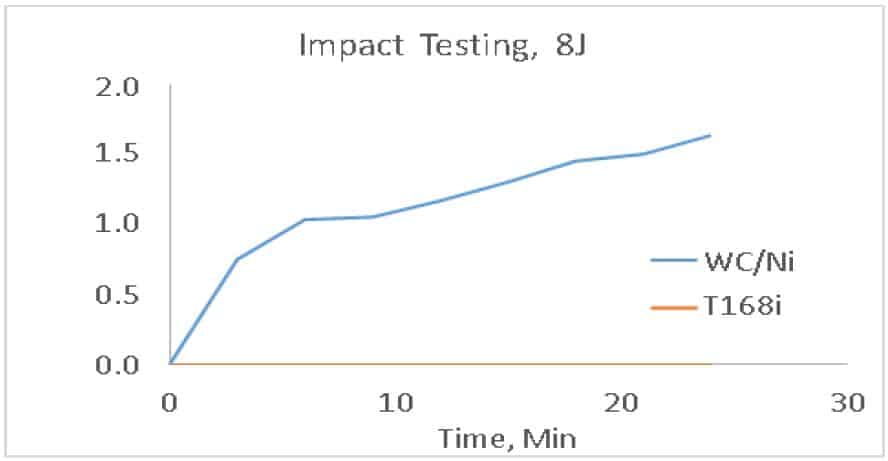
Impact Test
Low energy high frequency rotary impact test at 8J requires a result of less than 3 grams material loss after 24 minutes to be considered a pass. After 24 minutes the T168i had 0g loss.
Spool size depends on type of wire and size.
TWP68i Wire Welding Parameters
TWP68i can be deposited as stringer beads or oscillated beads using GMAW, SAW or BMAW processes. TWP68i should be welded as a single layer deposit. Multiple layer deposits can reduce the impact resistance of the overlay.