TWP68iW
TWP68iW is a complex-carbide flux cored wire electrode used to protect equipment and parts from heavy wear in extreme temperatures. TWP68iw has a unique composition that forms a tight crystalline matrix, and is able to deter heavy wear in temperatures up to 842°F (450°C).
Applications
TWP68iW can be applied to carbon steel, manganese base materials and mild or alloy steels. The maximum recommended deposit thickness of TWP68iW 3/8” (9.53mm) in 2 – 3 layers.
TWP68iW is used for the installation of T157 wear plate and parts, as well as for hot wear applications such as burner tips, classifier cones and smokestacks.
Welding Procedure
The surfaceshoul be free from oil, rust and other contaminants by grinding if necessary. The weld deposit may be applied using stringer or weave beads.
Overlay as per parent material welding procedure for pre/post heat, post weld cooling should be gradual. grinding is posible, the deposit is not machinable or forgeable. Stress releiving (cross-checking) occurs during cooling.
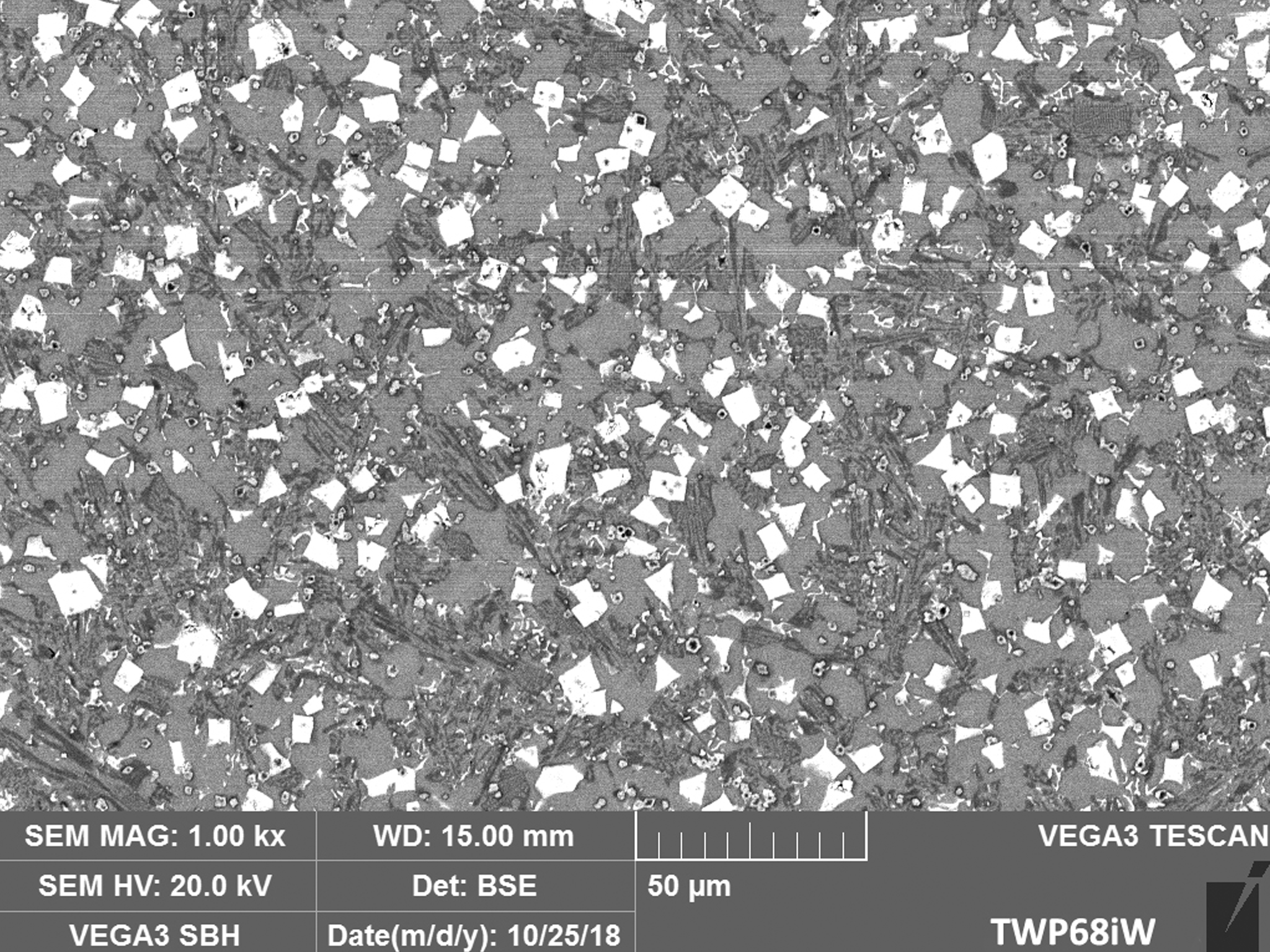
TWP68iW 50µm
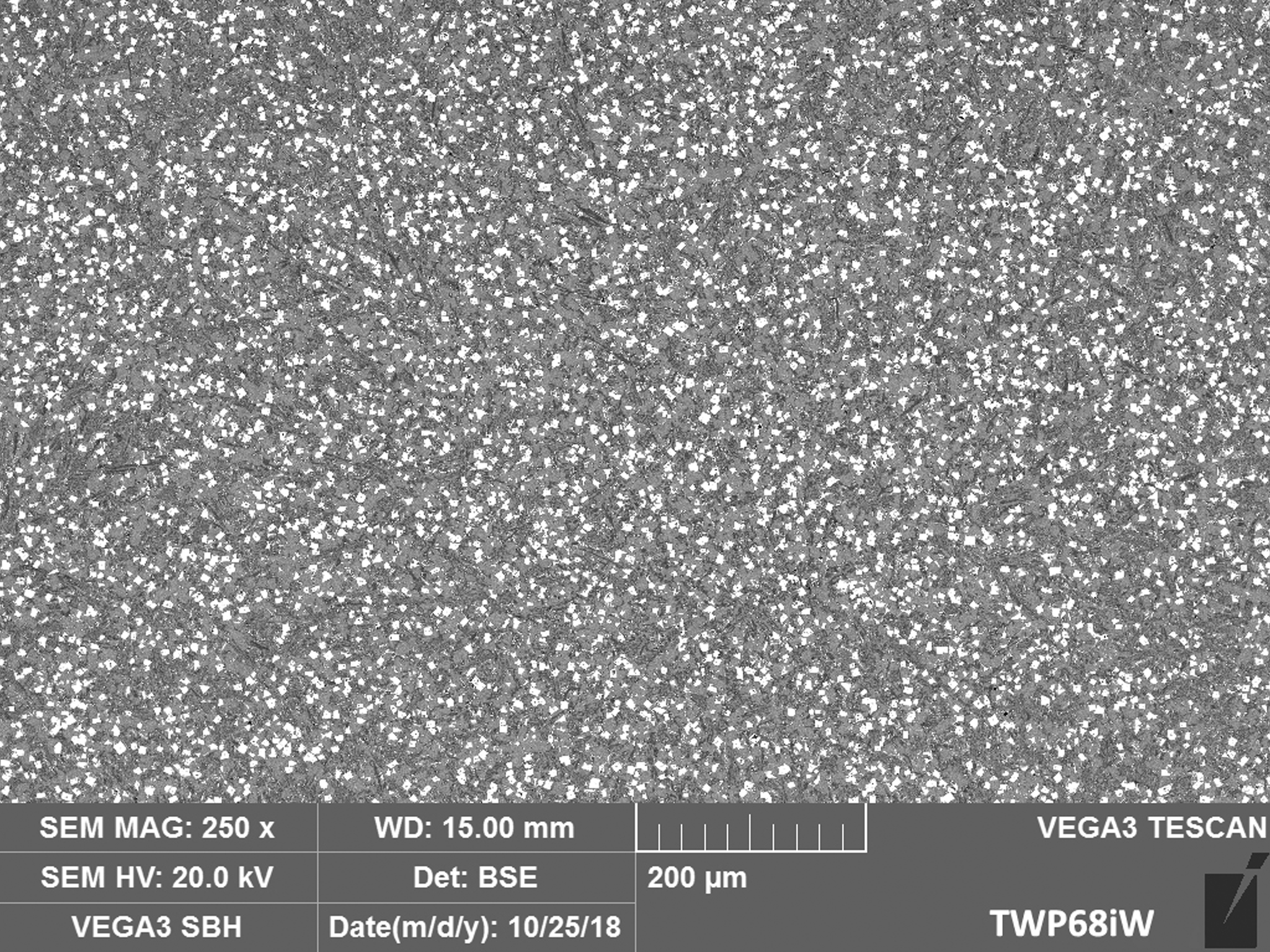
TWP68iW 200µm
TWP68i Wire Welding Parameters
| Diameter |
Stickout +/- .25”(6.35mm) |
Amps | Volts |
| .045” (1.1mm) | 1.5” (38.1mm) | 100 – 220 | 18 – 24 |
| 1/16” (1.6mm) | 1.5” (38.1mm) | 160 – 260 | 20- 26 |
| 3/32” (2.4mm) | 1.5” (38.1mm) | 280 – 340 | 22 – 26 |
| 7/64” (2.8mm) | 1.5” (38.1mm) | 320 – 400 | 25 – 28 |
TWP68i Electrodes Welding Parameters
| Diameter | Amps |
| 1/8”(3.25 mm) | 170 – 190 |
| 5/32”(4.0mm) | 210 – 320 |
| 3/16”(5.0mm) | 250 – 270 |