- Home
- Products
- Consumables
WELD WIRE
TWP95
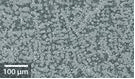
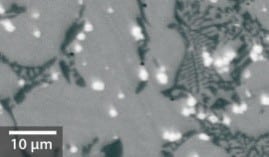
TWP95W is an iron based steel alloy with a near nanoscale (submicron) microstructure that includes chromium and niobium in the material chemistry, resulting in an overlay wear solution well suited for the toughest jobs in the most extreme service environments.
TWP95W is a multicomponent steel alloy with a unique uniform glass-forming melt chemistry that allows high undercooling to be achieved during welding.
This results in considerable refinement of the crystalline microstructure down to a near nanosize (submicron) range. This allows TWP95W to provide vastly improved hardness and wear resistance that lasts significantly longer than conventional macrocomposites. Additionally, TWP95W is an iron-based alloy without tungsten carbide particulates. Thermal expansion (CTE) matches engineering grade steels over a wide temperature range. When applied to plain carbon and alloy steels, TWP95W can be welded without significant preheat (i.e. 600°F) and produce an as-welded bead with minimal cracking.
KEY PERFORMANCE
CHARACTERISTICS
- 58 - 62 HRc single and double pass weld deposits
- Minimal cracking when applied to plain carbon and alloy steels
- Cost effective: contains no tungsten, molybdenum or nickel
- High resistance to abrasion and galling
Low Cost, Crack Free Tool Joint Hardbanding
Deeper drilling and higher service requirements have created a demand for a Crack Free hardband which provides superior performance over existing materials
TWP 95 satisfies the demands of well operators while being cost effective and user friendly for applications.
- Industry leader for casing wear protection
- Applicable over other hardband materials
- Exceptional tool joint life
- Weldable by Open Arc process
In the Americas and China, TWP95 has provided a 300% lifetime improvement over the casing – friendly handband materials. Optimized for Crack Free Performance.
Dye penetrant test shows the TWP95 hardband surface to be Crack Free.

Versatile Performer
Easy application over other hardbands.
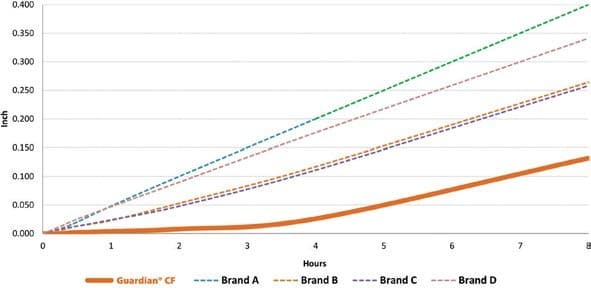
Industry Leader for Casing Wear Protection
TWP95 improves casing wear protection by more than 100% when compared to competing materials in DEA-42 testing.
Spool size depends on type of wire and size.
Applications
TWP95W can be overlain on carbon steel, and mild or alloy steels. The maximum recommended deposit thickness of TWP95W is 2 layers, or 1/4” (6.35mm). TWP95W is used to cover exposed bolts and seams for installation of wear plate and parts, as well as for small area lining of heavy wearing parts and equipment.
Minimal Cracking
Thermal expansion (CTE) matches engineering grade steels over a wide temperature range. When applied to plain carbon and alloy steels, TWP95W can be welded without significant preheat (i.e. 600°F) and produce an as-welded bead with minimal cracking.
High Wear Resistance
TWP95W dry sand/rubber wheel abrasion tests, TWP95W provides maximum wear resistance of typical mass loss of 0.22 g which results in high abrasion and galling resistance, especially in applications where metal-to-metal friction is likely.
Welding Procedure
The surface should be free from oil, rust and other contaminants by grinding if necessary. The weld deposit may be applied using stringer or weave beads. Overlay as per parent material welding procedure for pre/post heat, post weld cooling should be gradual. Grinding is possible, the deposit is not machinable or forgeable. Stress relieving (cross-checking) occurs during cooling.
TWP95 Wire Welding Parameters
Application Process
FCAW-S/GMAW-C
Weld Overlay for Hardfacing
Packaging - Wire
.045” (1.1 mm) 15kg spools
1/16” (1.6 mm) 15kg spools
3/32” (2.4 mm) 25kg spools
7/64” (2.8 mm) 25kg spools
Impact Resistance
Drop Impact Passed multiple Testing impacts at 165 ft-lbs
Weld Deposit Properties
Density (g/cm³) 7.59
Rockwell C (HRc) Hardness
58 – 62 HRc
Material Chemistry
Chromium
Boron
Niobium
Carbon
Manganese
Silicon
Iron
Wear Resistance
ASTM G65-04 Procedure A 6,000 cycles mass loss 0.22 g (+/- 0.03)
